

| 铝 | 不锈钢(H35等离子) | |||
| 切割速度过快 切割断面割纹后拖,偏角大于15度(割枪自右向左运行) 底部挂渣易于清除 |
 |
切割速度过快 金黄色热色变向两方向同时推进 |
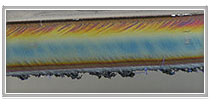 | |
| 切割速度正常 割纹后拖可见,但切割断面光洁平滑 无挂渣 |
 |
切割速度正常 切割断面光洁平滑 无挂渣 |
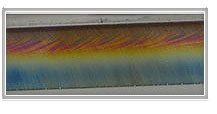 | |
| 切割速度过慢 割纹更凸出,切割断面更粗糙 |
 |
切割速度过慢 热色变集中于切口下半部 底部挂渣顽固,不易清除 |
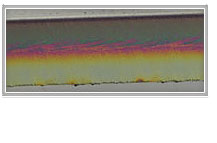 | |
| 低碳钢(氧气等离子) | 低碳钢(空气等离子) | |||
| 切割速度过快 割纹后拖 底部少量挂渣,但不易清除;上缘 熔渣可见 |
 |
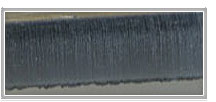
切割速度过快 割纹呈曲线状后拖 底部挂渣不易清除 |
 | |
| 切割速度正常 割纹接近垂直状 无挂渣 |
 |
切割速度正常 割纹接近垂直状 底部极少量挂渣 |
 | |
| 切割速度过慢 割纹超前 底部大量挂渣,但易于清除 |
 |
切割速度过慢 割纹呈垂直状,或割纹超前 底部挂渣较厚,但易于清除 |
 | |


 鄂公网安备 42011102001136号
鄂公网安备 42011102001136号