

1.为了获得优质的切割断面
为了获得优质的切割断面,首先消耗品要保持正常,需要确认消耗品装配有无问题、切割装置、气体及冷却水有无问题、有无气体泄漏和水的泄漏。而且,在这些状态正常时,判断钢种、钢板制造工艺(压延、热处理等)、锌涂层等涂料的差异、涂料的厚度等,这些都会导致切割断面的品质,可以针对钢板的状态变更切割条件,可以获得优质的切割断面。
在这里,列举切割断面评价对象的项目,按照每一个项目,记述如何变更切割条件。
注意)本书内容描述的是,使用SUPER-200、SUPER-400、SUPER-400PLUS、SUPER-600情形下软钢(黑皮、锌涂层)的垂直切割、极间电压仿形方式。
2.切割面评价对象及其对应方法
倾斜角(直角度、破口精度)
所谓倾斜角,是评价切割面倾斜的项目,一般来讲,针对上面,下面凸出的话,称为正(+)倾斜,相反的话,称为负(-)倾斜。等离子切割的场合,如图1所示,倾斜的发生没有直线性,测定时,由于测定者不同,也会产生误差。而且,等离子切割,其倾斜度参差不齐,所以将倾斜角±1.5°定为垂直的基准,称之为高品质等离子。
当倾斜角达不到要求时(希望近乎垂直状态时),可以通过变化切割高度、切割速度和气体流量来调整倾斜角度。切割高度和切割速度对于倾斜角的影响,如图2所示。从图中可以看出,切割高度和切割速度的增减,对倾斜角几乎效果相同。而且,切割高度和切割速度的极度减小到一定程度,会附着熔渣并且切割面的平坦度降低,所以需要注意。
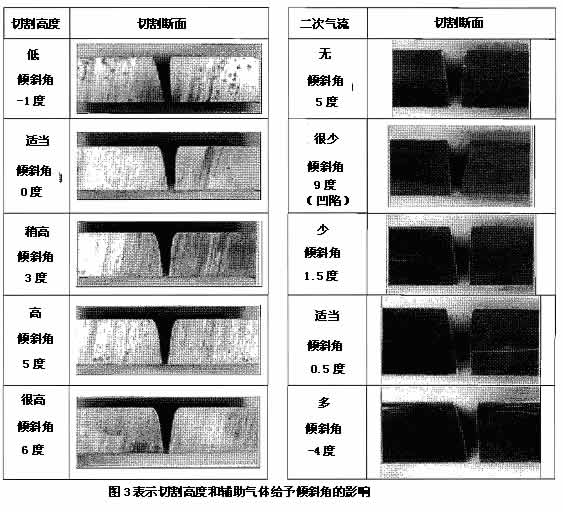
图3表示切割高度和辅助气体对于倾斜角的影响。从图3中可以看出,辅助气体少时,形成正倾斜角,多时,形成负倾斜角。
熔渣(沾渣或挂渣)
所谓熔渣,如图4所示,是附着在切割面下面的熔融金属,熔渣不能只用量来评价,而需要看其剥离性。
熔渣的附着主要受切割速度的影响。切割速度快时,熔渣量虽然少,但附着的是难以剥落的熔渣。切割速度慢时,熔渣量虽然多,但熔渣容易剥落。此外,当割嘴等消耗品用旧的时候,也容易附着熔渣。
平坦度(平面度)
所谓平坦度,如图5所示,表示切割面厚度方向的凹凸程度。采用等离子切割,由于切割面本身就带有弧度,很难加以评价,但在割嘴变形时,或气体设定不恰当时,平坦度极端变差。一般,当切割面产生凹陷时,将切割高度提高,而当切割面出现突起时,就要降低切割高度,这样即可改善平坦度。
上缘的塌角(上缘的R形状)
所谓上缘的塌角,如图6所示,上缘带有圆弧,在切割速度快和切割高度高时,有加大上缘塌角的倾向。因而,可以通过降低切割速度或降低切割高度,来减小上缘的圆弧。
拖曳滞后()
所谓拖曳滞后,如图7所示,表示切割面上出现条痕。在通常情况下,多在切割行进的反方向出现条状(拖曳滞后),有少量的滞后,熔渣的附着的话,切割品质会略好。即使这样,也并不是说,稍有后拖量,切割品质就一定好。因为在拖曳滞后的场合,会导致角部下面的熔缺、小圆孔的变形以及切割面的倾斜。所以需要综合判断,设定适当的条件。
切割面粗糙度
所谓切割面粗糙度,如图8所示,是对切割面凸凹程度的评价,不包括局部的凹痕或突发性的变化。导致切割面粗糙的原因,多为机械振动、气体紊乱(涡流环?)、割嘴变形以及钢板的涂装。而降低切割速度的话,则有减小粗糙的倾向。
(未完待续)


 鄂公网安备 42011102001136号
鄂公网安备 42011102001136号