

飞马特Cutmaster Auto系列逆变式机用等离子电源是飞马特空气等离子系列之重型设备,其电流最大120A可调,穿孔厚度为20mm,最大边缘切割为40mm,可对20mm以下板材进行出色的穿孔和切割作业,因此获得了广泛的应用和认可。
为了帮助广大客户对可能出现的故障报警以及处理方法有一个全面的认识和了解,下面我们对该系列的有关故障现象及面板报警代码予以分析和说明
一、外部条件引起的问题
1. 穿透力不够
a.切割速度太快
b.割枪倾斜度太大
c.切割金属太厚
d.割枪部件磨损
e.切割电流太低
f.没使用真正的 Thermal Dynamics 部件
g.气压不对
2. 主弧熄灭
a.切割速度太慢
b.割枪与工件间的悬空距离太大
c.切割电流太高
d.工作电缆断了
e.割枪部件磨损
f.没使用真正的 Thermal Dynamics 部件
3.生成过多割渣
a.切割速度太慢
b.割枪与工件间的悬空距离太大
c.割枪部件磨损
d.切割电流不合适
e.没使用真正的 Thermal Dynamics 部件
f.气压不对
4.割枪部件使用寿命短
a.气源中有油或水
b.超过系统的能力(材料太厚)
c.引弧时间过长
d.气压太低
e.割枪组装不合适
f.没使用真正的 Thermal Dynamics 部件
5.引弧困难
a.割枪部件磨损
b.没使用真正的 Thermal Dynamics 部件
c.气压不对
二、电源报警处理
1, 怎样看故障代码
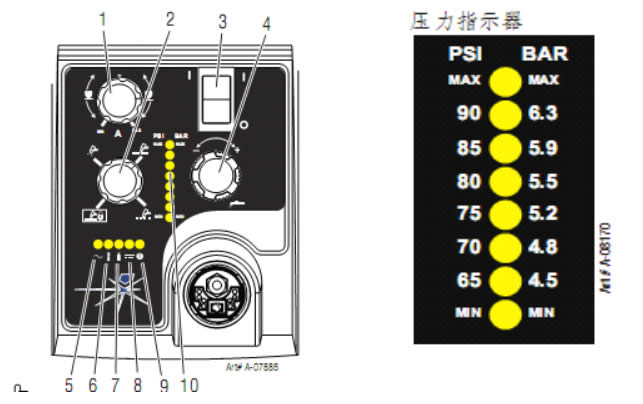
当电源的内部故障或外界条件不良时,电源的不良指示灯亮起,图 9 指示灯红灯闪烁。同时气压指示灯对应一个绿灯闪烁。两个闪烁的故障灯代表一个故障代码。
2,故障代码的含义及排查。
1)故障灯 闪,气压指示灯 MIN 闪.
故障含义:压力检测器检测输入压力器的气体压力小于 4.5BAR
处理办法:
1, 外界气源输入电源内的压力小于 4.5BAR
处理:调大外界气体的输入压力/ 气源到电源气体连接线有堵塞,更换新气管,并缩短气管长度。
2.,查看起源到电源之间油水分离器是否堵塞。
3,气体质量太差,电源内部的油水分离器堵塞,需清理,详见视频。 (处理 MIN 报警) 。
2)故障灯 闪,气压指示灯 65 闪。
故障含义:电源的输入电压有误
处理办法:
1.外界输入电压有问题,测量切割机一次输入电的输入电压是否为三相 380V,地线是否连接正确。
3)故障灯 闪,气压指示灯 70 闪
故障含义:割枪 PIP 开关有问题
处理办法:
1. 割枪和电源未连接,或安装不到位。
2. 检查割枪保护杯未安装到位,上紧保护杯,使保护杯压紧割枪本体上的接近开关。入图
割枪 PIP 开关损坏。
测量割枪①②两个指针是否导通, 若不导通则 PIN 开关有损坏, 卸开割枪本体找到 PIN 开关
的两根线短接即可。下图 4 为 PIN 开关
3. 电源内部 PCB1 板问题,需更换 PCB1 板
4)故障灯 闪,气压指示灯 75 灯闪
故障含义:电源在通电前就给出了起弧信号
处理办法:关闭控制器起弧信号,重新开机。
5)故障灯 闪,气压指示灯 80 灯闪,同时伴随着割枪间断性出气。
故障含义:割枪易损件问题
处理办法:
1、检查割枪上的易损件是否有丢失
2、易损件是否匹配
3、启动合是否有弹性。
4、保护杯上的过紧。
6)故障灯 闪,气体指示灯 85 闪烁
故障含义:割枪短路,或电源内部问题。
排除方法:
1.、电源通电,打放气档,看是否放气。若外界气压过高,会导致电磁阀不能正常打开, 造
成 85 报警。在电源前面板将气压调整到 90 一下。
2,查看割枪易损件是否匹配,启动合是否有弹性。
3.,密封圈是否错位,或脱落。
4,电源内部问题


 鄂公网安备 42011102001136号
鄂公网安备 42011102001136号